
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Acasă
>
Produse > Seria de linii inteligente de ambalare > Mașină automată de închidere a cutiilor Pro
Produse
- Seria de transportoare cu role fără motor
- Seria maselor de ridicare hidraulice tip foarfece
- Seria de linii de producție de mobilă inteligentă din fabrică
- Seria de linii inteligente de ambalare
- Seria de transportoare cu bandă motorizate
- Linie de producție de mobilier din fabrică inteligentă Seria o singură mașină
- Seria cu role
- Soluție pentru uși
- Mașină automată de curățat farfurii





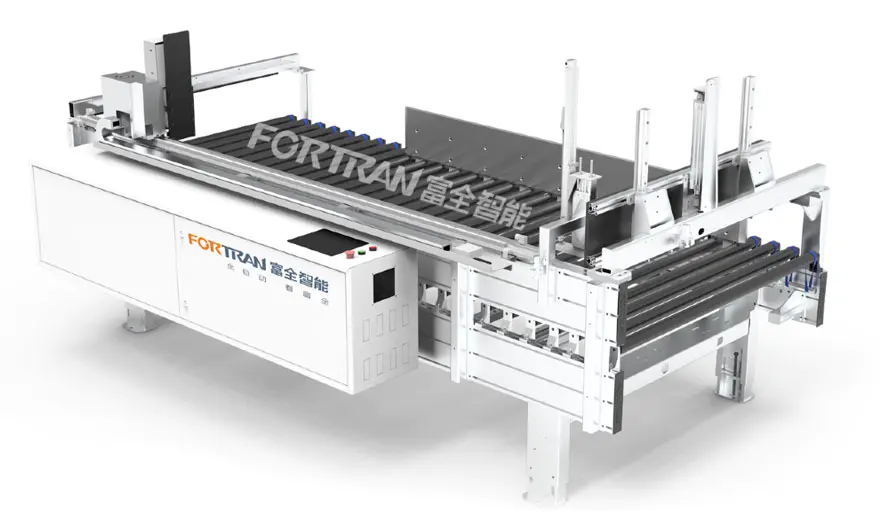
Mașină automată de închidere a cutiilor Pro
Puteți fi sigur că cumpărați mașină automată de închidere a cutiei Pro din fabrica noastră. Rolele de transport folosesc manșoane din cauciuc PVC importate, care sunt atât flexibile, cât și durabile;
Trimite o anchetă
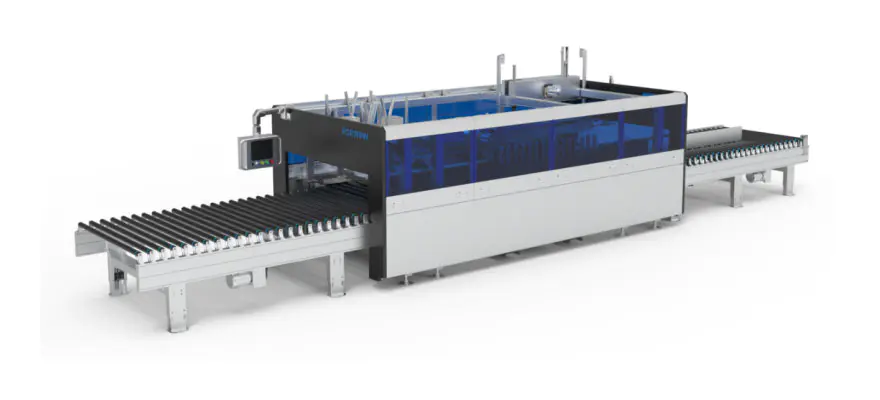
Descriere produs
Imagine de mașină
Specificațiile mașinii
| Dimensiuni L*W*H (mm) | Greutatea proprie a mașinii (kg) | Sursa de alimentare (kW) | Transportarea sarcinii (kg) | Înălțimea de lucru (mm) |
| 10200*2200*2260 | Aproximativ 3200 kg | 9 | 50 | 800±50 |
Parametrii de procesare
| Lungimea procesării cartonului (mm) | Lățimea procesării cartonului (mm) | Înălțimea procesării cartonului (mm) | Eficiență de etanșare (cicluri/min) | Grosimea hârtiei ondulate (mm) |
| 300-2900 | 200-1200 | (grosime panou din lemn 18) 20-280 | 4-8 | 2,5-6 |
Caracteristicile produsului
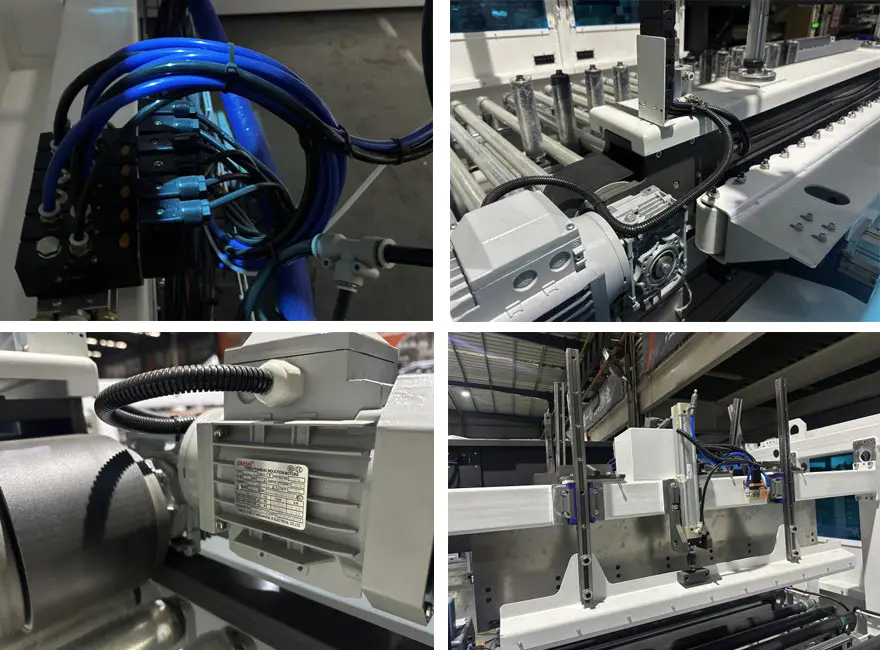
1.Componente de bază: mașină Eva cu uscare rapidă cu lipici topit la cald; servomotor; reductor planetar; telemetru laser; centura sincrona; rulment de bloc de pernă; motor cu frecvență variabilă; reductor melcat;
2. Rolele de transport folosesc manșoane din cauciuc PVC importate, care sunt atât flexibile, cât și durabile;
3.Mecanismul liniar al etanșării carcasei este ghidat de ghidaje liniare de precizie, asigurând fiabilitate și durabilitate ridicate;
4.Puterea pentru clemele și pistoalele de lipici este furnizată de servomotoare de înaltă precizie, care sunt ușor de controlat și sporesc precizia echipamentului;
5.Mașina poate fi folosită ca unitate de sine stătătoare sau integrată cu o linie personalizată de ambalare acasă, oferind opțiuni de utilizare versatile și flexibile.
Funcţie
1.Utilizare
A. Această mașină automată de închidere a cutiilor Pro este utilizată pentru sigilarea cutiilor de ambalare a mobilierului de ultimă generație.
B. Acest echipament este utilizat pentru sigilarea cutiilor de carton de modele M/A-0410 și M/A-0419.
C. Partea inferioară a cutiei este mai întâi lipită, apoi articolele de ambalat și materialele de umplutură sunt plasate în interior, urmate de sigilarea la mașină.
2. Principiul general de lucru
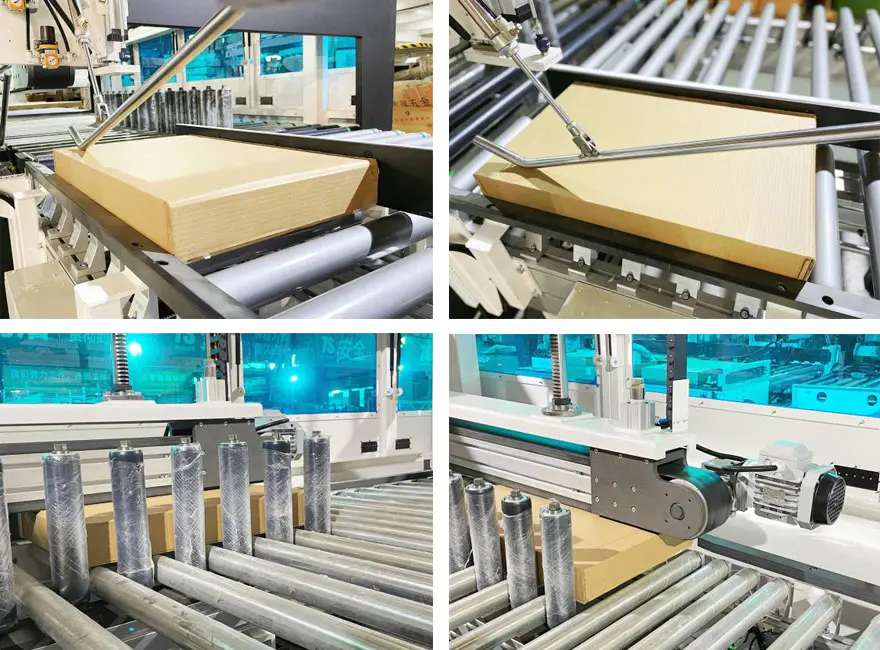
Întregul echipament este împărțit în cinci secțiuni: secțiunea mașinii de măsurat, secțiunea mașinii tampon de alimentare, secțiunea de etanșare a tunelului, secțiunea de mașină de tranziție și secțiunea de etanșare cu împingător.
A. În timpul funcționării, cutiile de carton ambalate, cu articolele umplute în interior, intră din secțiunea mașinii de măsurat de-a lungul marginii de referință. Senzorul de lățime de la intrare măsoară aproximativ lățimea cutiei. Când cutia de carton ajunge la capătul secțiunii mașinii de măsurat, este oprită de un dispozitiv de deflecție. Dispozitivul de prindere activ măsoară apoi cu precizie lățimea cutiei, iar dispozitivul cu plăci de înaltă presiune măsoară cu exactitate înălțimea cutiei. După aceea, cutia se deplasează de la secțiunea mașinii de măsurat prin secțiunea mașinii tampon de alimentare până la intrarea în secțiunea de etanșare a tunelului.
B. Când cutia intră în secțiunea de etanșare a tunelului, pistolul de lipici de la intrare aplică adeziv topit la cald pe toată lungimea cutiei. Apoi trece prin canalul de etanșare, care constă dintr-un ansamblu tijă pliabilă, mecanism de presare, mecanism de centură laterală și mecanism de centură de contragreutate - completând etanșarea părții lungi.
C. Cutia de carton, cu partea sa lungă sigilată, se deplasează în secțiunea mașinii de tranziție și este oprită de dispozitivul deflector frontal la intrarea în secțiunea de etanșare cu împingător. Prima parte scurtă este apoi lipită și etanșată de dispozitivul de pulverizare, dispozitivul cu placă de presare frontală și dispozitivul cu placă de etanșare frontală. După ce prima latură scurtă este sigilată, cutia intră în secțiunea de etanșare cu împingător și se deplasează înapoi, unde este oprită de dispozitivul deflector din spate. A doua parte scurtă este apoi lipită și etanșată de dispozitivul de pulverizare, dispozitivul cu placă de presare din spate și dispozitivul cu placă de etanșare din spate. În acest moment, întregul proces de etanșare a cutiei este finalizat și acesta se rulează din secțiunea de etanșare cu împingător.
D. Această metodă de etanșare a cartonului, care recunoaște lățimea cutiei, poate sigila eficient cutii de carton de diferite dimensiuni în timpul procesului de alimentare, fără a fi nevoie să introduceți dimensiunile cutiei.
E. Pentru sigilarea în lot a cutiilor de carton cu aceleași dimensiuni, echipamentul poate comuta în modul lot. După măsurarea lățimii primului carton și aplicarea acestei valori întregii serie, secțiunea de etanșare a tunelului ajustează dimensiunea canalului și o menține neschimbată, îmbunătățind astfel eficiența etanșării. Rata maximă poate ajunge până la 8 pachete pe minut.
Structura funcțională
| Nu. | Articol | Caracteristică |
| 1 | Alimentator secțiune frontală | Realizați funcția de alimentare a pachetelor, livrând rapid, precis și eficient pachetele în pozițiile desemnate. Faza principală este realizată din oțel carbon și acoperită cu plastic. Pentru a se asigura că pachetele sunt aliniate cu precizie, se utilizează un mecanism fix de ghidare și aliniere pentru a ghida pachetele în poziție |
| 2 | Dispozitiv de măsurare a înălțimii | Blocurile de presare din aluminiu sunt folosite pentru a măsura înălțimea pachetelor prin senzori electronici și cilindri pneumatici, iar datele sunt apoi transmise înapoi. |
| 3 | Acoperi | Îmbunătățind atractivitatea estetică a echipamentului, oferind și un anumit grad de protecție, structura generală este realizată în principal din plăci de oțel carbon îndoite acoperite cu plastic. Este îmbunătățit în continuare cu profile de aluminiu specializate și panouri acrilice albastru regal. |
| 4 | Raft | Cadrul mașinii este fabricat prin sudarea tuburilor dreptunghiulare și a plăcilor de oțel, urmată de prelucrare de precizie. Acest lucru asigură o precizie ridicată a asamblarii și precizie operațională, garantând o durată lungă de viață și o bună stabilitate a echipamentului |
| 5 | Dispozitiv gland | Ține în mod eficient apăsat capacul superior al cutiei, pregătindu-se pentru procesul de etanșare ulterior. |
| 6 | Față și Deflectoare din spate | Realizează poziționarea pachetului. Rulmenții liniari, împreună cu arborii cromati, asigură ghidare liniară. Cilindrii pneumatici cu mai multe trepte sunt controlați separat și, în combinație cu sistemul de lipire, realizează reglarea înălțimii în două trepte. Acest lucru asigură atât calitatea procesului de lipire, cât și menține efectiv pachetul într-o poziție specifică pentru o poziționare precisă. |
| 7 | Dispozitiv de măsurare a lățimii | Sistemul de alimentare orizontal folosește motoare de înaltă precizie în combinație cu reductoare pentru a asigura stabilitatea sistemului de transmisie. Este în primul rând responsabil pentru plierea clapelor superioare ale cutiei pentru a finaliza acțiunea de etanșare. Mecanismul folosește ghidaje liniare pentru a direcționa mișcarea liniară, cu putere furnizată de cilindri pneumatici și supape multiple de control al vitezei care reglează circuitul de aer pentru a obține o funcționare rapidă și stabilă. |
| 8 | Piese mecanice placă de împingere cu cilindru dublu | Este în primul rând responsabil pentru plierea clapelor superioare ale cutiei pentru a finaliza acțiunea de etanșare. Mecanismul folosește ghidaje liniare pentru a direcționa mișcarea liniară, acționate de cilindri pneumatici și reglate de mai multe supape de reglare a vitezei în circuitul de aer pentru a obține o funcționare rapidă și stabilă. |
| 9 | Mecanismul glandelor | Este în principal responsabil pentru asigurarea capacului superior al cutiei pentru a preveni mișcarea pachetului. Mecanismul folosește ghidaje liniare pentru a direcționa mișcarea liniară, iar designul excentric al cilindrului pneumatic asigură o mai bună stabilizare a pachetului. |
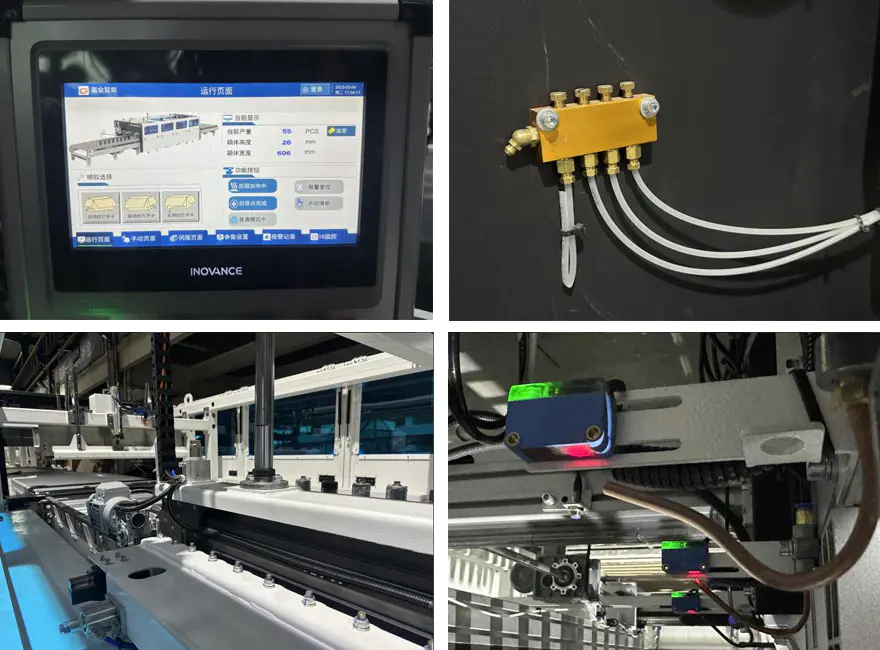
| 10 | Pulverizare cu adeziv pe marginea scurtă sistem | Sina de ghidare este responsabilă pentru ghidarea liniară a întregului mecanism înainte și înapoi. Un servomotor de înaltă precizie oferă o sursă de energie stabilă, iar utilizarea unei mărci autohtone binecunoscute de reductor planetar asigură în continuare putere de ieșire fiabilă pe termen lung. Ghidajul liniar este instalat într-o poziție inversată pentru a preveni stropirea acestuia cu adeziv, asigurând o ghidare curată și stabilă. |
| 11 | Mașină cu descărcare din spate | Pentru a realiza funcția de descărcare a pachetului, este utilizat un sistem de alimentare cu două etape pentru a livra rapid, precis și eficient pachetul. Faza principală este realizată din oțel carbon și acoperită cu plastic. |
| 12 | Sistem de mașină de lipit | Mașina de lipici topit la cald Eva cu uscare rapidă poate realiza atât pulverizarea continuă, cât și intermitentă. Este complet funcțional, ușor de configurat și convenabil de operat. |
| 13 | Mecanism de presare in jos | Servomotorul antrenează reductorul pentru a roti liftul, realizând o poziționare verticală precisă. Cilindrii pneumatici sunt utilizați pentru a reduce greutatea și a compacta pachetul, asigurând o mișcare înainte stabilă și lină. |
| 14 | Grupul de presiune lateral | Cilindrii pneumatici și ghidajele liniare se deplasează înăuntru și în afara poziționării și presează cartonul. Materialul de teflon previne lipirea adezivului, asigurând o comprimare mai bună a cartonului. |
| 15 | Ansamblu suport lateral | Servomotorul antrenează reductorul pentru a roti angrenajele, cu ghidaje liniare care asigură transmisia, realizând o poziționare laterală precisă. Secțiunea de aliniere laterală folosește role de teflon pentru a asigura o viteză constantă. |
| 16 | Partea de etanșare a secțiunii din mijloc | Transmisia cu role din secțiunea mijlocie folosește un sistem de alimentare cu două trepte, care îmbunătățește eficiența alimentării pachetelor și reduce distanța dintre pozițiile de așteptare. |
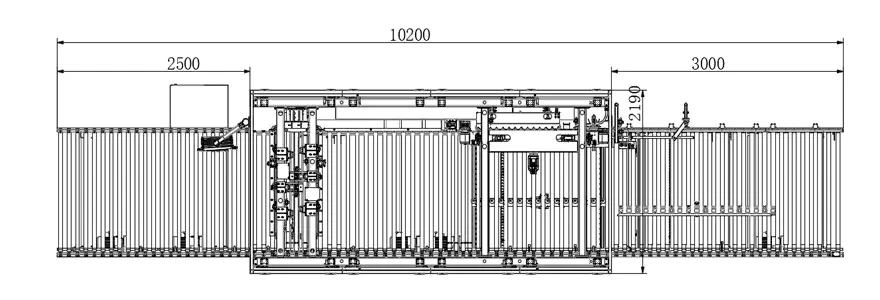
Desene cu trei vederi
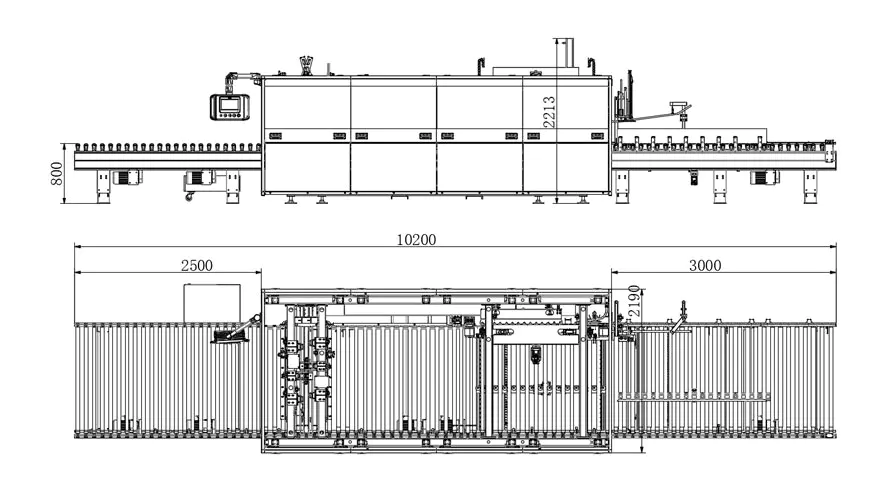
Diagrama schematică a modului procesului de producție
Imagini detaliate



Stație de măsurare
Imagini detaliate

Lista de piese purtabile și consumabile
| Nu. | Articol | Specificații | Cantitate sugerată | Numărul U8 |
| 1 | rolă PTEE | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | Șurub M16 cu două capete | BZ-FXJ-G-015 | 2 |
|
| 3 | Roata de presiune din teflon |
|
4 |
|
| 4 | Cureaua de presare (tip cu ghidaj dublu) | 95-L3990 (Grosimea3) | 1 |
|
| 5 | Curea de aliniere laterală (tip cu ghidaj triplu) | 195-L3742 (Grosimea3) | 1 |
|
| 6 | Banda elastica cu centura | 392*20*1,5 | 15 |
|
| 7 | Supapă de reducere a presiunii | GR20008F1 | 1 |
|
| 8 | Supapa de accelerație de admisie | PSL8-02A | 1 |
|
| 9 | Articulație flotantă | F-M16X125F | 4 |
|
| 10 | Cilindru | SAI 50X350S | 1 |
|
| 11 | Cilindru | SAI50x300S | 1 |
|
| 12 | Glisor | HGW30CC | 1 |
|
| 13 | Suport de montare lagăr liniar | LHBBW20 | 1 |
|
| 14 | Curea sincronă îmbinată cu miez de oțel | S8M-3984-25(Deschis) | 1 |
|
| 15 | Glisor | HGH25CA | 1 |
|
| 16 | Curea sincronă fără sudură cu miez de oțel | 30-S8M-800 | 1 |
|
| 17 | Curea sincronă fără sudură cu miez de oțel | 30-S8M-872 | 1 |
|
| 18 | Comutator magnetic | HX-31R-2M | 2 |
|
| 19 | Supapă electromagnetică | 4V210-08B | 3 |
|
| 20 | Amortizor din cauciuc | SE-15(Albastru) | 3 |
|
| 21 | Releu de conectare | RXM4LB2BD | 1 |
|
| 22 | Baza de relee | RXZE1M4C | 1 |
|
| 23 | Releu | RXT-F01 | 3 |
|
| 24 | Comutator de proximitate | IME08-02BPOZT0S | 1 |
|
| Nu. | Articol | Specificații | Cantitate sugerată | Numărul U8 |
| 1 | Unitatea principală de plasă de filtrare | 133272 | 1 |
|
| 2 | Garnitura gatului | 127028 | 6 |
|
| 3 | Plasă de filtrare a pistolului de pulverizare | 126150 | 3 |
|
| 4 | Modul duze AX | 167400 | 6 |
|
| 5 | Electrovalva 24V | 150236 | 6 |
|
| 6 | Garnitura duzei | 100368 | 12 |
|
| 7 | Garnitură de conductă de oțel | 107332 | 6 |
|
| 8 | Duza in unghi drept 0.5MM | 130897 | 4 |
|
| 9 | Ac | 500661 | 1 |
|
| 10 | Kit reparatii pompe cu piston | 112757 | 1 |
|
| 11 | Kit de reparare a duzei AX | 167414 | 6 |
|
| 12 | Kit supapă de reflux | 163008 | 1 |
|
Hot Tags: Mașină automată de închidere a cutiilor Pro
Categorie aferentă
Seria de transportoare cu role fără motor
Seria maselor de ridicare hidraulice tip foarfece
Seria de linii de producție de mobilă inteligentă din fabrică
Seria de linii inteligente de ambalare
Seria de transportoare cu bandă motorizate
Linie de producție de mobilier din fabrică inteligentă Seria o singură mașină
Seria cu role
Soluție pentru uși
Mașină automată de curățat farfurii
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.







